
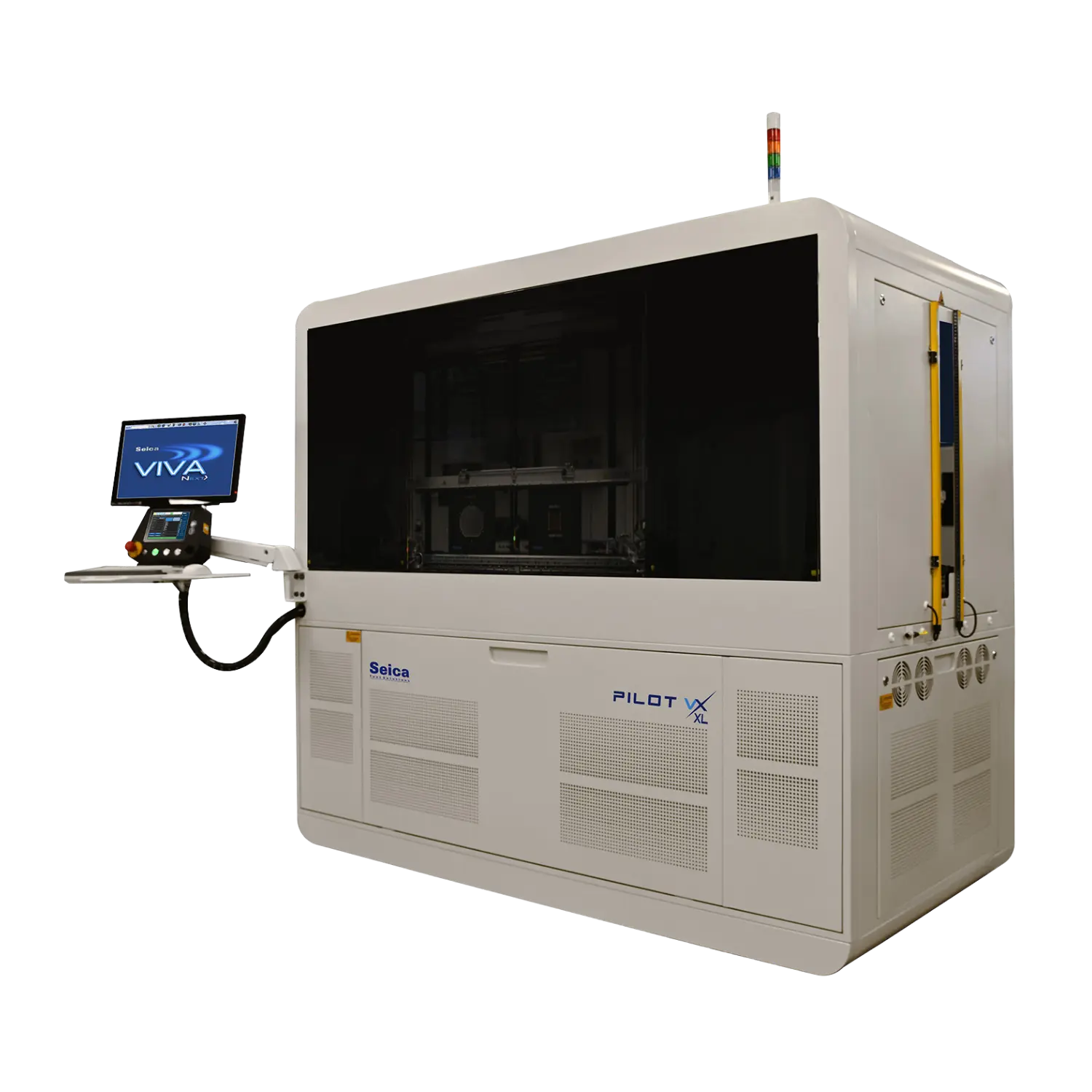
Pilot VX HR & VX XL HR
Advanced Probe Card Testing Solutions
Backed by extensive experience in probe card testing, the Pilot VX XL HR platform stands as a flying probe system designed to offer a comprehensive, turnkey solution for testing probe cards.
As a leading provider of Flying Probe technology, Seica’s newest line of testers delivers key advances and features required in the Semiconductor market.
This vertical system combines hardware and software in a single platform to perform three distinct types of tests: testing individual MLO and PCB boards before assembly, in-circuit (ICT) and functional testing of PCBs after assembly, and final testing of the probe card, which involves combining the PCB with the MLO. The final test includes an ICT that checks the integrity of every connection between the MLO and the PCB interface.
The Pilot VX XL HR system automatically generates a specific test, taking into account the resistance of each path, which may vary due to differences in network lengths or the presence of components on the MLO. The integrated measurement system, leveraging DSP technology, communicates in real-time with the central unit, enabling highly accurate and precise capacitive, resistive, and inductive measurements at impressive speeds. This innovative system of stimuli and measurements is directly installed on mobile probes, allowing for ultra-fast capacitive testing to optimize testing times.

The system is equipped with two high-resolution cameras: a front camera exceeding 12 megapixels with a 0.9 µm optical resolution, and a rear camera featuring a 10 µm resolution. Both units are designed with motorized focus functionality. Furthermore, two separate cameras are integrated into the system to verify the exact contact position of the standard probes.
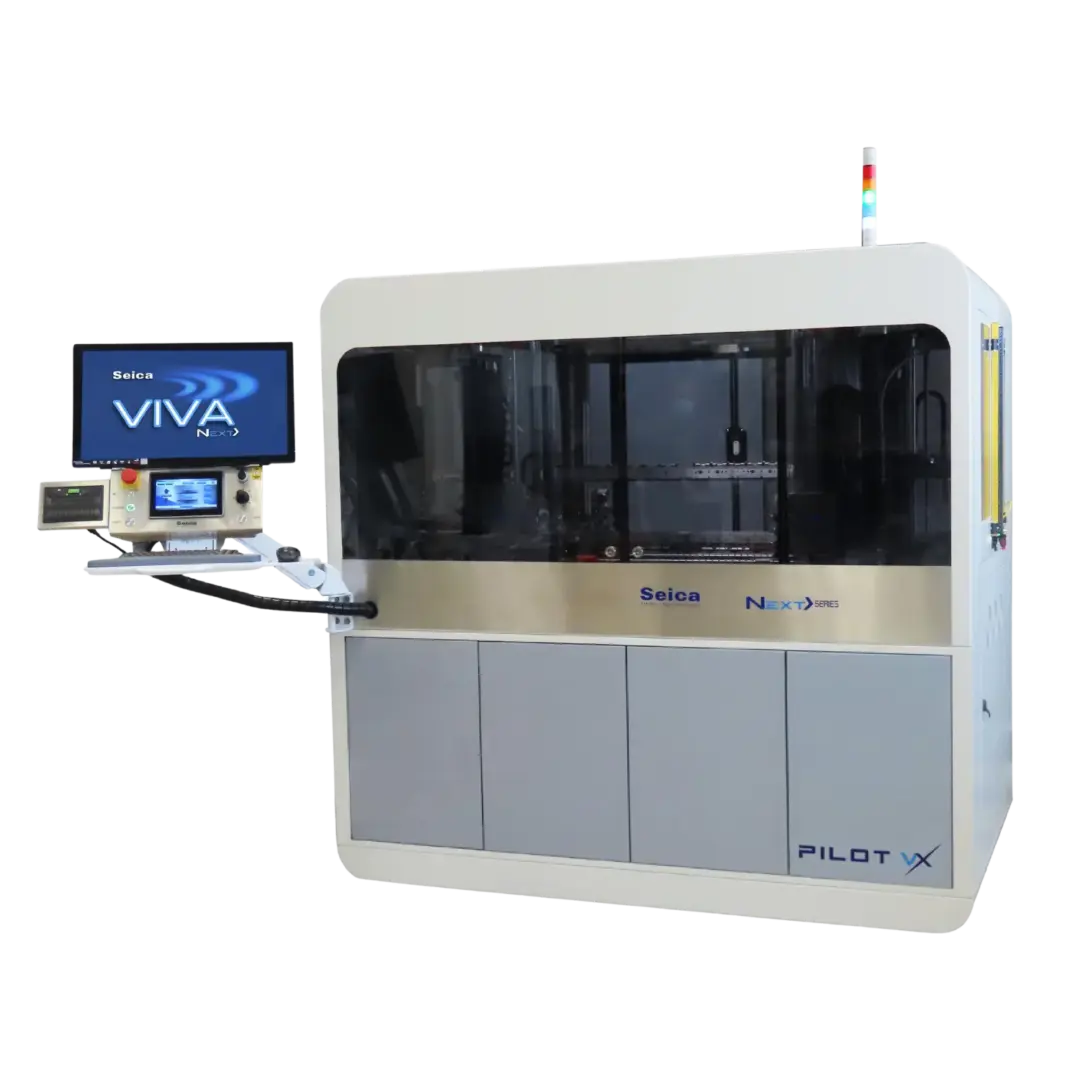
Conventional flying probe test area dimensions can often act as a constraint, to the extent that probe cards sometimes cannot fit within the designated testing space. In order to meet this specific market demand, an XL version was developed by Seica to support printed circuit boards with dimensions reaching up to 810 x 675 mm. Nevertheless, the physical surface area of the board is not always the sole limitation, given that board thickness and weight also present significant challenges. Board designs frequently surpass 50 layers in a majority of applications, meaning these assemblies do not comply with traditional thickness standards. The Seica XL architecture can optionally be configured to support enhanced thicknesses of up to 12 mm.
The Pilot VX HR system incorporates the VIVA software platform, which is standard across Seica solutions. This integration facilitates the automatic generation of BBT and ICT test programs by directly importing CAD/CAM data in IPC-D356A (CAM350) and ODB++ formats. Additionally, the software generates comprehensive data outputs to ensure complete traceability for all executed testing processes.
The Pilot VX HR can be operated remotely through a web-based control panel, which allows users to perform tasks that conventionally necessitate an operator’s physical presence at the machinery. This feature enables centralized supervision, alongside accelerated setup routines and continuous monitoring of the manufacturing line. The equipment is fully compatible for integration with the factory MES, thereby ensuring compliance with Industry 4.0 standards.
Industrial Monitoring and Industry 4.0 Ready Solutions
All PILOT testers feature the Industrial Monitoring solution "4.0 ready" by Seica, to monitor current absorption, supply voltage, temperature, light indicators, and other parameters useful to indicate correct operation. This ensures predictive maintenance and makes the systems fully compatible with the standards of the ongoing fourth industrial revolution.
The flying probe test systems PILOT offer a vast series of solutions designed to optimize the time dimension while maintaining the highest level of test quality.
Advantages of Flying Probe Test
- Eliminates fixturing costs and time
- Fast test program development, easy integration of design changes
- Process flexibility
- Circuit access, even in the absence of test points
- Controlled probe contact, programmable for any type of board
- Different test solutions and approaches integrated in a single test system
- Intrinsic positioning and measurement precision
The Dimension of Time in Flying Probe
The dimension of time in the test of electronic boards and modules has a multi-faceted effect on the efficiency of the test process. It is fundamental in determining the added value brought to the final product, which is paramount in today's extremely competitive global market.
Consider test program development time, test execution time, digital component programming time, handling time, and the time required to repair boards when the process has not been sufficiently monitored. Putting all of this together with the challenges presented by the increasingly faster technological evolution of electronic products in terms of performance and cycle times, it is clear that the dimension of time is an essential factor in the equation.
Flying Probe Test Environments
MANUFACTURING, REPAIR, REVERSE ENGINEERING, PROTOTYPING, and NEW PRODUCT INTRODUCTION (NPI) are typically the environments where PILOT systems are implemented. The Seica VIP platform software, VIVA series, common to all PILOT Series systems, allows a completely versatile test approach, from simple ICT to functional tests, and from automatic, net-oriented tests to the reconstruction of data and electrical schematics of boards coming from the field.
Manufacturing: The evolution of the test algorithms and strategies present in the VIVA software means that the PILOT testers provide fast, high-performance production testing. The diverse, integrated test technologies such as optical inspection, thermal analysis, boundary scan, power-on functional test, and the possibility to include other processes such as on-board programming (OBP), allow users to streamline the various production phases, optimizing process time.
Repair:
There are different types of requirements for diagnosing faulty boards, depending on the characteristics of the boards themselves and the specific repair situation (manufacturing defects, field returns, repair depot, etc.). The PILOT Series line has an extensive tool set developed to address all repair scenarios, and the intrinsic flexibility of the flying probe test approach allows users to implement from one to all of the available test techniques to optimize the repair process and results.
Prototyping and NPI: By exploiting the versatility of the PILOT Series hardware and software, it is possible to obtain immediate data from the testing of prototypes, avoiding costs and time for building preliminary fixtures or test benches, ensuring maximum fault coverage in the minimum time.
Reverse Engineering (RE): The necessity of managing field returns is a constant in today's industry, and in some sectors, such as transportation, infrastructure, communication, and defense, the repair returns are often older boards which do not have complete documentation, schematics, or construction data. The double-side solutions offered in the PILOT Series line are ideally suited to carry out reverse-engineering operations, and include all of the necessary software tools to enable the reconstruction of the electrical schematics and the CAD data of the board under repair. This helps to facilitate fault detection and repair, and to produce the documentation necessary for legacy support of the product.
Flying Probe and Industry 4.0
Information and the technology needed to collect and analyze data are key to the successful digitalization of the manufacturing process, which is at the heart of the Industry 4.0 concept. The PILOT Series line has all of the capabilities needed for implementation in any Factory 4.0 scenario, providing the possibility to plug in any proprietary or third-party information system to achieve the desired goals.
Flying Probe Test: Why and Which System?
During the last decade, flying probe tests have continued to evolve and now offer such a wide range of performances that it is sometimes difficult for the user to choose the most suitable architecture and configuration.
Born about 30 years ago in the midst of general skepticism, especially from electrical test engineers, flying probe test systems are now considered worldwide as fundamental and essential tools to test all types of electronic boards. The significant market share that flying probe testers have conquered over the years is beyond all doubt due to the constant demand for more flexibility and cost savings from electronics manufacturers, always seeking advanced tools and equipment to certify the quality of their products and at the same time cope with the reduced life cycles imposed by a frenetic market constantly eager for news.
The initial prerogative that roused interest towards flying probe testers was certainly the lack of fixtures dedicated to a specific kind of board and hence the possibility to set up test programs without the recurring costs needed to build up a specific bed of nails destined to die along with the product to be tested. This is still one of the biggest advantages that can make a flying probe system more desirable than a traditional bed of nails in-circuit system.
But the users who successfully tried out a flying probe system about ten years ago gradually came to realize their great potential and began to require higher and higher performances, inducing test systems manufacturers to invest significantly in the research and development of new measurement, mechanical motion, and software technologies to enrich the flying probe testers with new functions. This great technological effort has produced results that were inconceivable until a few years ago, transforming the flying probe tester used for simple MDA testing of passive components into a real multifunctional test platform, providing several advantages in terms of speed, reliability, fault coverage, and cost of test.
However, as often happens when a type of equipment has undergone years of development and improvements and becomes a mature technology, the range of offers available becomes so wide and varied that the choice is made more and more complicated for the end user. Those considering the purchase of a flying probe test system today must make strategically important and often not obvious choices concerning the system architecture strictly depending on the test requirements of the customer. To choose the most suitable architecture, it is important to know what and how is to be tested, but it is often enough to have a couple of clear ideas that serve to orient the choice towards the best solution.

 English
English  Türkçe
Türkçe