
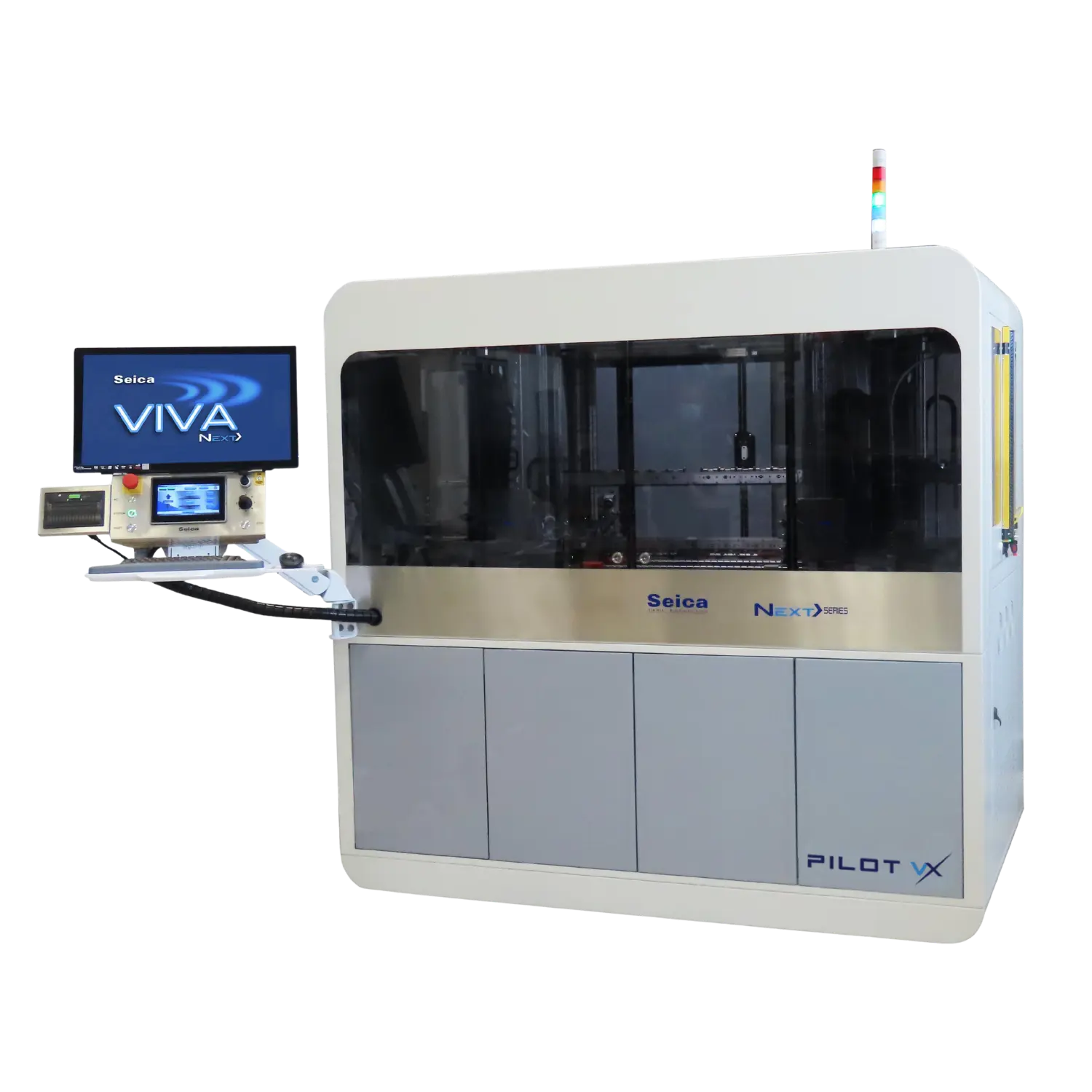
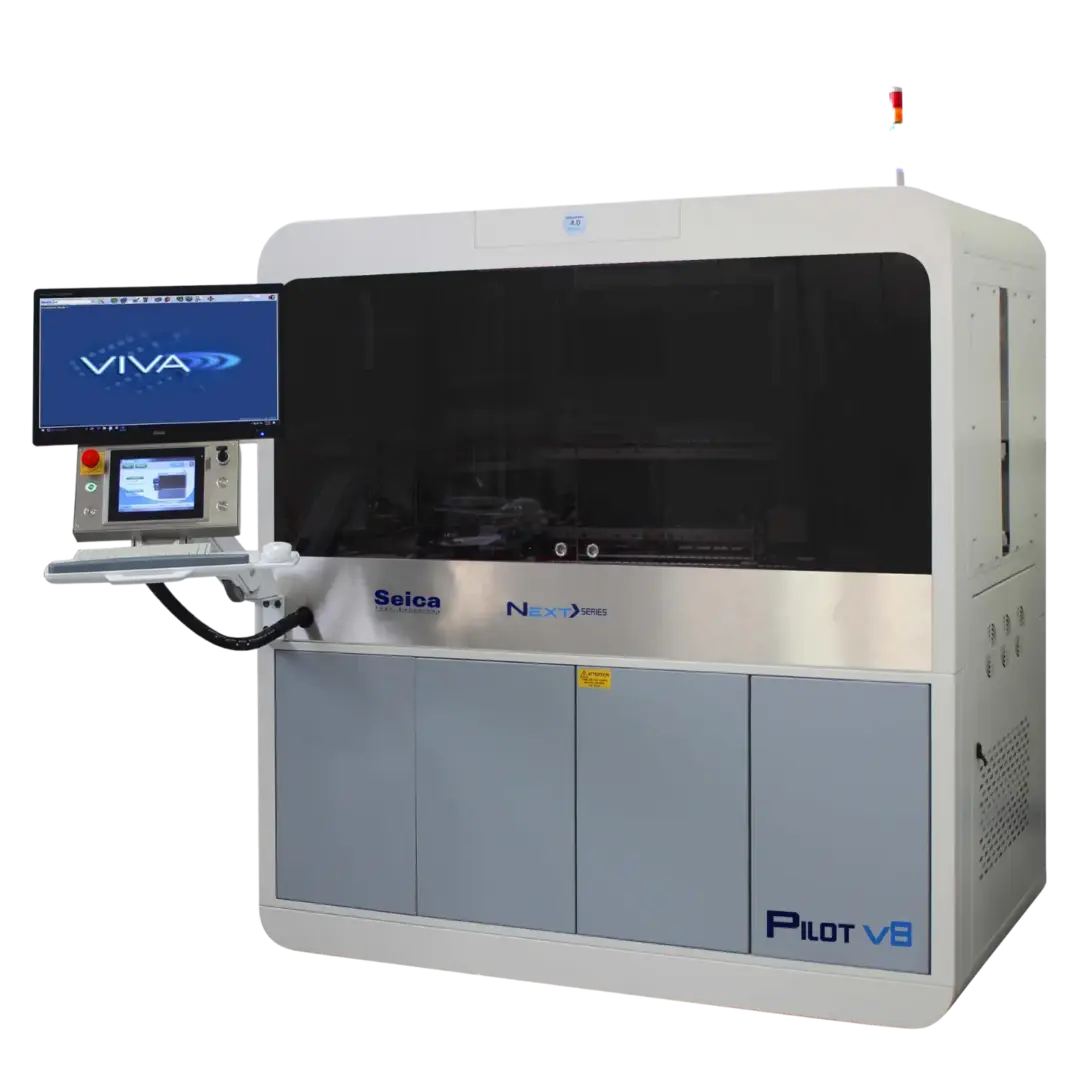
Pilot VX & VX XL
The Pilot VX represents the pinnacle of flying probe test technology, standing as a highly powerful, precise, and high-performance system available on the global market. Engineered to redefine industry expectations, this platform sets a new benchmark for speed, accuracy, and versatility in electronic board testing.
Equipped with cutting-edge measurement hardware and an innovative microwave-based measurement technique, the Pilot VX ensures exceptional precision and reliability, even in the most demanding testing environments. The integrated VIVA software suite enhances efficiency by parallelizing multiple test types and optimizing test flow in real-time through AI-driven algorithms, maintaining full test coverage without compromise.
The Pilot VX is designed to raise the bar of flying probe test performance, featuring cutting-edge solutions that directly address the fundamental concerns of electronic board manufacturers looking to optimize their investment.

The Impact of Time in Electronic Testing
Time represents a direct cost in manufacturing, meaning that a 50% reduction in test time delivers significant financial savings. This efficiency is achieved through state-of-the-art mechanical performance and an advanced motion control system. The Pilot VX features 8 multi-functional test heads, providing the capability to contact up to 60 points simultaneously. Equipped with innovative measurement hardware, a new microwave-based measurement technique, and optimized VIVA software management, the platform enables the parallelization of different test types alongside smart analysis capabilities. Utilizing algorithms based on artificial intelligence principles, the system automatically optimizes the test flow during run-time. The result is a dramatic reduction in test time without compromising test stability or coverage.
System Flexibility for Adaptine Solutions
Flexibility remains key to maximizing investments by meeting both current and future operational requirements. Instead of investing in multiple separate systems to address development and production capabilities, one general-purpose platform is sufficient. A large selection of test instruments allows the testing process to be tailored to the specific requirements of the product under test. Whether managing a simple bare board, a complex PCB with passive and active embedded components, a fully loaded double-sided board, a flexible PCB, or a very large or small PCB, all needs are addressed. The single system provides diverse operations including flashing, electrical or optical LED tests, boundary scan, communication tests, and connector integrity tests.
Comprehensive Process Traceability
Traceability is a standard requirement that gives complete visibility into the test process, allowing companies to certify product quality and improve manufacturing yields. This is achieved through defect analysis to diagnose issues in the upstream manufacturing line. Going beyond storing standard testing data, the Pilot VX collects and stores precise information regarding the mechanical pressure applied by the test probes. This data is gathered for every point on the board, making it available for visual, graphical, and statistical analysis. Consequently, gentle contact can be truly certified without relying on strain gauges or statistical estimation methods.
High Precision Metrology
High precision is necessary to meet the mechanical challenges of probing extremely miniaturized pads on modern components, as well as the electrical accuracy required for future testing needs and innovative test approaches. Featuring a positioning precision of +/- 10 µm, the Pilot VX probes 50 µm pads and measures values down to 25 fF capacitance or 200 µohm resistance. With a minimum laser spot of 200 µm, the integrated laser inspection tool executes presence/absence checks even for 008004 SMDs.
Industrial Automation Integration
Automation is fully integrated into modern production facilities. This creates a necessity to manage not just stand-alone equipment, but to integrate the system mechanically and digitally with any other line element from any manufacturer, whether new or legacy hardware. Armed robots, horizontal or vertical lines, autonomous robots, and pallets are supported by the tester in a fluid, optimized, and intuitive manner.
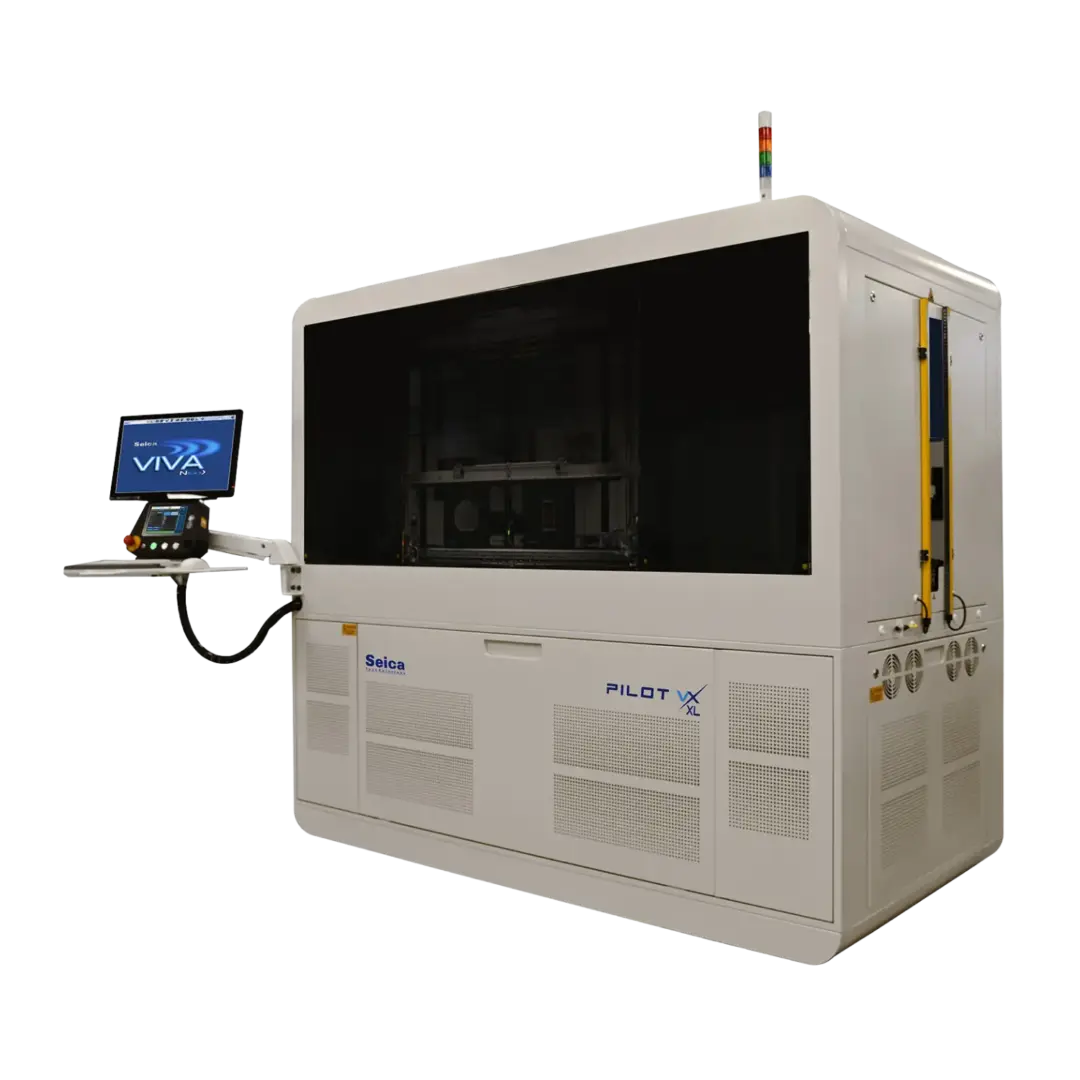
The Pilot VX XL System Extension
The Pilot VX XL extends the core characteristics of the system by offering a larger test area, providing the ideal solution for testing very large boards.
Seica Asset Manager (SAM) Software
The Seica Asset Manager (SAM) software suite is a configurable platform designed to perform basic functions such as connecting a test system to the factory MES. It also possesses the capability to supervise all assets within a robotized line according to the MQTT Broker IIOT standard, which can be monitored on a remote PC, tablet, or mobile device via the customizable Seica Dashboard App.
Industrial Monitoring and Industry 4.0 Ready Solutions
All PILOT testers feature the Industrial Monitoring solution "4.0 ready" by Seica, to monitor current absorption, supply voltage, temperature, light indicators, and other parameters useful to indicate correct operation. This ensures predictive maintenance and makes the systems fully compatible with the standards of the ongoing fourth industrial revolution.
The flying probe test systems PILOT offer a vast series of solutions designed to optimize the time dimension while maintaining the highest level of test quality.
Advantages of Flying Probe Test
- Eliminates fixturing costs and time
- Fast test program development, easy integration of design changes
- Process flexibility
- Circuit access, even in the absence of test points
- Controlled probe contact, programmable for any type of board
- Different test solutions and approaches integrated in a single test system
- Intrinsic positioning and measurement precision
The Dimension of Time in Flying Probe
The dimension of time in the test of electronic boards and modules has a multi-faceted effect on the efficiency of the test process. It is fundamental in determining the added value brought to the final product, which is paramount in today's extremely competitive global market.
Consider test program development time, test execution time, digital component programming time, handling time, and the time required to repair boards when the process has not been sufficiently monitored. Putting all of this together with the challenges presented by the increasingly faster technological evolution of electronic products in terms of performance and cycle times, it is clear that the dimension of time is an essential factor in the equation.
Flying Probe Test Environments
MANUFACTURING, REPAIR, REVERSE ENGINEERING, PROTOTYPING, and NEW PRODUCT INTRODUCTION (NPI) are typically the environments where PILOT systems are implemented. The Seica VIP platform software, VIVA series, common to all PILOT Series systems, allows a completely versatile test approach, from simple ICT to functional tests, and from automatic, net-oriented tests to the reconstruction of data and electrical schematics of boards coming from the field.
Manufacturing: The evolution of the test algorithms and strategies present in the VIVA software means that the PILOT testers provide fast, high-performance production testing. The diverse, integrated test technologies such as optical inspection, thermal analysis, boundary scan, power-on functional test, and the possibility to include other processes such as on-board programming (OBP), allow users to streamline the various production phases, optimizing process time.
Repair:
There are different types of requirements for diagnosing faulty boards, depending on the characteristics of the boards themselves and the specific repair situation (manufacturing defects, field returns, repair depot, etc.). The PILOT Series line has an extensive tool set developed to address all repair scenarios, and the intrinsic flexibility of the flying probe test approach allows users to implement from one to all of the available test techniques to optimize the repair process and results.
Prototyping and NPI: By exploiting the versatility of the PILOT Series hardware and software, it is possible to obtain immediate data from the testing of prototypes, avoiding costs and time for building preliminary fixtures or test benches, ensuring maximum fault coverage in the minimum time.
Reverse Engineering (RE): The necessity of managing field returns is a constant in today's industry, and in some sectors, such as transportation, infrastructure, communication, and defense, the repair returns are often older boards which do not have complete documentation, schematics, or construction data. The double-side solutions offered in the PILOT Series line are ideally suited to carry out reverse-engineering operations, and include all of the necessary software tools to enable the reconstruction of the electrical schematics and the CAD data of the board under repair. This helps to facilitate fault detection and repair, and to produce the documentation necessary for legacy support of the product.
Flying Probe and Industry 4.0
Information and the technology needed to collect and analyze data are key to the successful digitalization of the manufacturing process, which is at the heart of the Industry 4.0 concept. The PILOT Series line has all of the capabilities needed for implementation in any Factory 4.0 scenario, providing the possibility to plug in any proprietary or third-party information system to achieve the desired goals.
Flying Probe Test: Why and Which System?
During the last decade, flying probe tests have continued to evolve and now offer such a wide range of performances that it is sometimes difficult for the user to choose the most suitable architecture and configuration.
Born about 30 years ago in the midst of general skepticism, especially from electrical test engineers, flying probe test systems are now considered worldwide as fundamental and essential tools to test all types of electronic boards. The significant market share that flying probe testers have conquered over the years is beyond all doubt due to the constant demand for more flexibility and cost savings from electronics manufacturers, always seeking advanced tools and equipment to certify the quality of their products and at the same time cope with the reduced life cycles imposed by a frenetic market constantly eager for news.
The initial prerogative that roused interest towards flying probe testers was certainly the lack of fixtures dedicated to a specific kind of board and hence the possibility to set up test programs without the recurring costs needed to build up a specific bed of nails destined to die along with the product to be tested. This is still one of the biggest advantages that can make a flying probe system more desirable than a traditional bed of nails in-circuit system.
But the users who successfully tried out a flying probe system about ten years ago gradually came to realize their great potential and began to require higher and higher performances, inducing test systems manufacturers to invest significantly in the research and development of new measurement, mechanical motion, and software technologies to enrich the flying probe testers with new functions. This great technological effort has produced results that were inconceivable until a few years ago, transforming the flying probe tester used for simple MDA testing of passive components into a real multifunctional test platform, providing several advantages in terms of speed, reliability, fault coverage, and cost of test.
However, as often happens when a type of equipment has undergone years of development and improvements and becomes a mature technology, the range of offers available becomes so wide and varied that the choice is made more and more complicated for the end user. Those considering the purchase of a flying probe test system today must make strategically important and often not obvious choices concerning the system architecture strictly depending on the test requirements of the customer. To choose the most suitable architecture, it is important to know what and how is to be tested, but it is often enough to have a couple of clear ideas that serve to orient the choice towards the best solution.


 English
English  Türkçe
Türkçe